A high-efficiency organic fertilizer granulation plant is more than just industrial equipment—it is the backbone of modern sustainable agriculture. Farmers and agricultural enterprises around the world are confronted with increasingly severe challenges: soil degradation, rising input costs, and regulatory pressure to reduce reliance on chemical fertilizers. By investing in a factory designed to achieve the highest efficiency and performance, stakeholders can not only increase crop yields but also create long-term economic and environmental value.
As a globally leading engineering company for fertilizer plants, LANE is dedicated to providing turnkey solutions for organic fertilizer production. From raw material pretreatment to advanced granulation technology, our plants embody precision, scalability and sustainability.

Why a High-Efficiency Organic Fertilizer Granulation Plant Matters
Organic fertilizers derived from livestock manure, crop residues, and food waste provide essential nutrients while enhancing soil health. However, traditional composting methods are often inefficient, labor-intensive, and inconsistent. A high-efficiency organic fertilizer granulation plant solves these problems by:
Converting waste into value: Agricultural and municipal waste streams are recycled into nutrient-rich granules.
Enhancing nutrient availability: Granules are more stable, easier to handle, and release nutrients gradually.
Supporting sustainable agriculture: Organic fertilizers improve soil structure, increase microbial activity, and reduce dependency on synthetic chemicals.
Creating new revenue streams: Farmers and agribusinesses can commercialize organic fertilizer products.
Key Components of a High-Efficiency Organic Fertilizer Granulation Plant
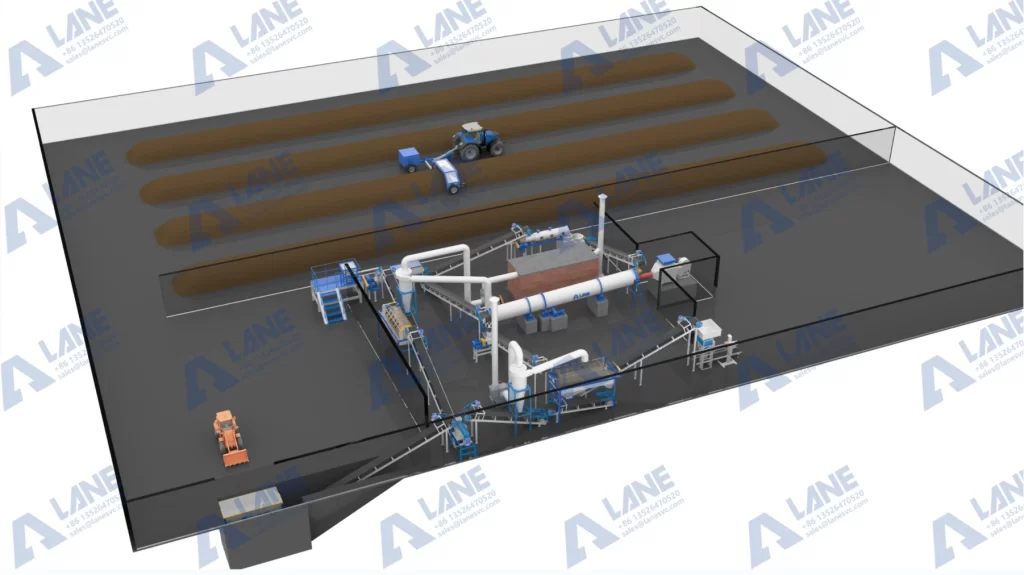
A high-efficiency organic fertilizer granulation plant integrates specialized equipment to transform raw organic waste into high-value fertilizer granules. Each stage has its dedicated machinery that ensures productivity, consistency, and product quality.
| Stage | Equipment (Specific Names) | Function |
| Raw Material Preparation | Receiving hoppers, belt conveyors, trommel screen | Collect and remove impurities before processing |
| Crushing & Mixing | Vertical crusher, hammer crusher, twin shaft mixer | Reduce particle size and achieve uniform moisture/nutrient mix |
| Fermentation | Crawler type compost turner, vertical fermentation tank | Stabilize organic matter, remove pathogens, and prepare material for granulation |
| Granulation | New-type organic fertilizer granulator, rotary drum granulator | Convert composted material into uniform green granules |
| Polishing | Polishing machine (pellet rounder) | Improve sphericity, strength, and surface finish of granules |
| Drying & Cooling | Rotary drum dryer and cooler | Lower moisture content and stabilize pellet structure |
| Screening | Vibrating screen | Separate on-size granules, return fines and oversize |
| Coating | Drum coating machine | Prevent caking, improve flowability and storage life |
| Packaging | Auto bagging machine, palletizer | Prepare finished products for market distribution |
Step-by-Step Production Flow of High-Efficiency Organic Fertilizer Granulation Plant (Operator-Friendly)
Building a high-efficiency organic fertilizer granulation plant is not just about putting machines together—it is about engineering a smooth, logical process where each step prepares the ground for the next. Below is a detailed operational flow:
Step 1: Raw Material Reception & Pre-Screening
Organic feedstock such as livestock manure, crop residues, and food processing waste arrives at the plant. Materials are first fed into receiving hoppers and conveyed to a trommel screen where stones, plastics, and other contaminants are removed. This ensures that only usable biomass enters the production line, protecting downstream equipment and stabilizing quality.
Step 2: Crushing & Moisture Adjustment
Coarse organic matter is passed through a vertical crusher or hammer crusher to reduce particle size to the optimal range (10–20 mm). A twin shaft mixer then adjusts moisture by adding water or absorbents like straw and sawdust. Proper conditioning at this stage directly affects fermentation efficiency and granulation success later.
Step 3: Composting / Fermentation
The conditioned biomass is arranged in windrows or static piles. A crawler type compost turner aerates the material, maintaining thermophilic temperatures for sanitization. Oxygen supply, turning frequency, and moisture are carefully controlled to ensure pathogens are eliminated and organic matter decomposes into stable compost. This step is crucial for achieving both environmental compliance and product safety.
Step 4: Curing and Homogenization
After primary fermentation, the compost undergoes a curing period to stabilize nutrient release and improve odor profile. Additives such as mineral nutrients, biochar, or microbial inoculants can be blended using a twin-shaft mixer to enhance product functionality. This stage customizes the fertilizer to market demand, whether for high-nitrogen, balanced NPK, or bio-enhanced formulas.
Step 5: Granulation
The prepared compost is fed into granulators.
New-type organic fertilizer granulator is ideal for high-organic-content materials, producing dense granules without requiring binders.
Rotary drum granulator is suitable for large-scale continuous operations.
Disc granulator offers flexible particle size control by adjusting tilt angle and moisture.
This stage forms the foundation of a high-efficiency organic fertilizer granulation plant, turning loose material into green pellets that are ready for shaping.
Step 6: Polishing / Rounding
Granules from the granulator enter a polishing machine. Here, rough or irregular pellets are rounded, edges are smoothed, and size uniformity improves significantly. This process increases sphericity, enhances market appeal, and reduces breakage during drying, packaging, and transport. Without polishing, even high-quality granules may look inconsistent and flow poorly in storage silos.
Step 7: Drying and Cooling
Moist granules (typically 20–30% moisture) are transferred to a rotary dryer. Hot air reduces moisture to the safe storage range of 10–15%. This step improves product durability, prevents microbial growth, and extends shelf life. Energy-efficient dryers with waste-heat recovery systems, such as those offered by LANE, reduce operating costs substantially. After drying, granules remain warm and slightly fragile. A counter-flow cooler reduces their temperature close to ambient, ensuring structural integrity and hardness. Cooling also prevents condensation during packaging, avoiding future caking problems.
Step 8: Screening & Recirculation
A vibrating screener separates granules into three streams: undersized, on-sized, and oversized. On-sized granules move forward, while undersized particles are recycled back to the mixer and oversized granules are crushed and returned to granulation. This closed-loop approach maximizes yield and resource efficiency.

Step 9: Coating
A fertilizer coating machine applies a thin anti-caking or functional coating to the finished granules. Coating not only prevents clumping during storage and transportation but can also improve nutrient release patterns or introduce value-added features like slow-release behavior.
Step 10: Packaging & Palletizing
The final granules are weighed, bagged (10–50 kg retail packs or 1-ton bulk bags), and palletized for distribution. Automated bagging systems ensure accurate weight control, while barcode and traceability integration allow full transparency in supply chains.
Step 11: Quality Control & Market Delivery
Throughout production, quality is monitored—moisture, particle size, hardness, and nutrient analysis are checked batch by batch. Only when the final product meets strict specifications is it released to the market. This step safeguards brand reputation and builds trust with agricultural clients worldwide.
A high-efficiency organic fertilizer granulation plant seamlessly integrates material preparation, fermentation, granulation, polishing, drying, and packaging into a streamlined process. Each step is engineered to maximize yield, improve granule quality, and reduce energy consumption, ensuring that producers can achieve both economic and environmental goals.

Technology Driving Efficiency in Organic Fertilizer Plants
At the heart of every high-efficiency organic fertilizer granulation plant lies cutting-edge technology. LANE incorporates:
Intelligent PLC/SCADA Automation: Real-time monitoring of temperature, moisture, and granule size.
IoT Integration: Remote data access for production optimization.
Advanced Aerobic Composting: Hydraulic crawler compost turners with strong mixing blades for rapid fermentation.
Customized Granulators: Drum, pan, or new-type granulators designed to maximize pellet strength and minimize waste.
Eco-Friendly Water Systems: Recycling process water and ensuring zero-discharge operations.
Case Study: High-efficiency Organic Fertilizer Granulation Plant on Southeast Asia
An agricultural cooperative in Southeast Asia is facing a serious problem of handling livestock waste. The waste is not fully utilized and has caused unpleasant odors for the surrounding communities.
LANE designed and delivered a high-efficiency organic fertilizer granulation plant with an annual production capacity of 50,000 tons. The main configuration of the plant includes a hydraulic crawler type compost turner for rapid fermentation and a rotating drum granulator for stable production of pellets.
Results after 12 months of operation:
Manure management costs decreased by 40%.
Organic fertilizer sales generated a new revenue stream worth over $2 million annually.
Local farmers reported improved yields and soil quality.
Community acceptance increased due to reduced odor and pollution.
This case demonstrates how high-efficiency organic fertilizer granulation plants can transform waste challenges into economic and environmental wins.
Comparing High-Efficiency Granulation with Traditional Methods
| Criteria | Traditional Composting | High-Efficiency Organic Fertilizer Granulation Plant |
| Processing Time | 3–6 months | 15–30 days |
| Product Form | Loose, inconsistent compost | Uniform, market-ready granules |
| Nutrient Control | Limited | Precisely adjustable formulations |
| Market Value | Low | High |
| Scalability | Difficult | Flexible, modular |
FAQ on High-Efficiency Organic Fertilizer Granulation Plant
Q1: What raw materials can be processed?
Livestock manure, crop straw, food waste, and even municipal sludge.
Q2: How big can a plant be?
LANE builds plants ranging from 10,000 tons per year to over 200,000 tons, depending on client needs.
Q3: Is the granulated fertilizer suitable for export?
Yes, uniform granules meet international standards and are widely accepted in global organic markets.
Q4: How long does installation take?
Typically 4–6 months for a turnkey project, including design, equipment delivery, and commissioning.
Q5: Why choose LANE over other suppliers?
LANE offers custom engineering, high-performance equipment, global experience, and 24/7 after-sales support.
An high-efficiency organic fertilizer granulation plant is not merely a production facility; it is the gateway to sustainable, profitable and future-oriented agriculture. LANE offers more than just machines; we provide integrated solutions, ranging from feasibility studies to factory design, installation, operator training and long-term services, offering comprehensive guidance to our clients.
With decades of experience and projects spanning Asia, the Middle East, Africa and Europe, LANE has become a reliable partner for agricultural enterprises dedicated to converting waste into value. By combining advanced engineering technology with a commitment to sustainability, LANE ensures that every piece of equipment we deliver is durable and performs exceptionally well.
For enterprises that are ready to embrace the future of agriculture, LANE is the ideal partner to achieve this goal.
For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520