The automated organic fertilizer manufacturing system is revolutionizing the agricultural industry by achieving efficient, sustainable and high-quality fertilizer production. With the global demand for organic agriculture and sustainable practices on the rise, the need for reliable and efficient methods of organic fertilizer production has never been greater. This system utilizes advanced technologies to simplify the process of converting organic waste such as animal manure, plant residues and food waste into high-quality organic fertilizer.
This article will explore the components, advantages and key benefits of the automated organic fertilizer manufacturing system. We will also focus on the role of the LANE advanced system in enhancing the efficiency, cost-effectiveness and environmental friendliness of organic fertilizer production.
What Is an Automated Organic Fertilizer Manufacturing System?
An automated organic fertilizer manufacturing system refers to a fully integrated system designed to minimize human intervention and complete the production of organic fertilizers. This system employs advanced automation technology to manage and control every production stage from raw material processing to final product packaging.
Key components of an automated organic fertilizer production system include:
Raw Material Preparation: Organic waste is collected, crushed, and mixed in precise ratios.
Composting: Raw materials undergo aerobic or anaerobic composting to break down organic matter.
Granulation: The compost is then granulated into uniform fertilizer pellets.
Drying and Cooling: The granules are dried and cooled to ensure they are stable and durable.
Screening: Granules are screened to remove any oversized or undersized particles.
Packaging: The finished organic fertilizer is packaged for shipment or storage.
The level of automation in the system ensures a high degree of precision and consistency in the final product, which can be tailored to the specific needs of different crops and soil types.
Key Benefits of an Automated Organic Fertilizer Manufacturing System
The automated organic fertilizer manufacturing system has numerous advantages over the traditional manual methods. These advantages include:
(1) Improve efficiency and productivity
Automation reduces human intervention and speeds up the entire production process. This enhances productivity and reduces labor costs. The system operates continuously, ensuring a smooth and uninterrupted production process, thereby significantly increasing output.
(2) Stable product quality
One of the key challenges in organic fertilizer production is maintaining product quality consistency. The automated organic fertilizer production system ensures that raw materials are mixed, composted, granulated, and packaged in precise quantities and proportions. This consistency ensures that the final product meets high-quality standards, thereby enhancing its fertilizer efficacy.
(3) Reduce environmental impact
The traditional methods of fertilizer production usually involve harmful chemicals and energy-intensive processes. In contrast, the automated organic fertilizer manufacturing system utilizes natural organic waste materials, such as animal manure and plant residues, to convert them into nutrient-rich fertilizers without relying on harmful chemicals. This not only reduces the environmental impact but also supports sustainable agricultural practices.
(4) Customized services to meet specific needs
The automated organic fertilizer manufacturing system can customize fertilizer formulas according to the specific requirements of different crops and soil conditions. Whether you need a nitrogen-rich fertilizer for leafy vegetables or a phosphorus fertilizer for root crops, this system can adjust the formula as per the requirements.
(5) Reduce operating costs
The automation system reduces the need for operators and manual operations, thereby lowering indirect costs. Moreover, the optimized utilization of raw materials and the precise control of the production process help to reduce waste and resource consumption, further lowering costs.
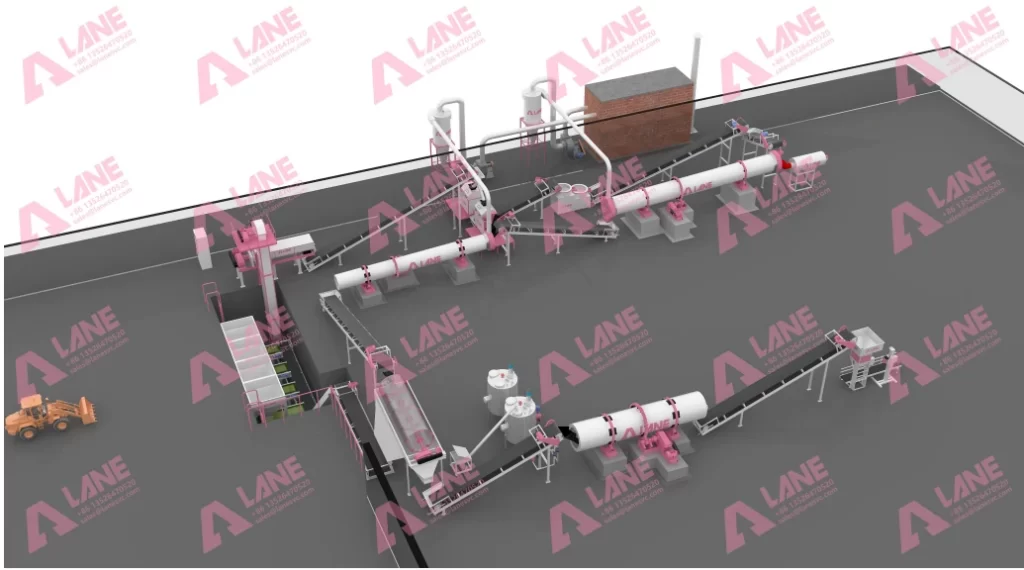
Components of an Automated Organic Fertilizer Manufacturing System
An automated organic fertilizer manufacturing system is not just about efficiency—it is about integrating specialized equipment into each stage of production to ensure stable quality, high output, and reduced labor. Below are the key components commonly found in such systems:
(1) Raw Material Collection and Preparation
The first step in any organic fertilizer production system is collecting and preparing the raw materials. Organic waste materials, such as manure, crop residues, and food scraps, are gathered and processed to create a homogeneous mixture. This process often includes grinding, shredding, and mixing the materials to ensure uniformity.
(2) Composting Equipment
The second stage in fertilizer manufacturing is composting, where raw materials such as livestock manure, crop residues, or food waste are decomposed and sanitized. For automation, machines such as the groove type compost turner or the crawler type compost turner are widely used. These turners help improve oxygen flow, accelerate microbial activity, and shorten composting cycles while ensuring uniform fermentation.

(3) Granulation Equipment
Once composting is complete, the materials move to the granulation process. Automated systems often include a stirring pin granulator or a double roller granulator, depending on the moisture level and material type. The stirring pin granulator is ideal for wet granulation with high mixing needs, while the double roller granulator provides a dry granulation option with lower energy consumption. After granulation, a polishing machine can be added to refine pellet shape, making the fertilizer more uniform, smooth, and market-friendly.
(4) Drying and Cooling Equipment
Freshly granulated pellets usually contain excess moisture, which must be removed to ensure stability and long shelf life. The rotary drum dryer is commonly used to reduce moisture content, while the rotary drum cooler helps lower pellet temperature. Together, they protect nutrients in the fertilizer while maintaining pellet strength.
(5) Screening Equipment
Not all granules are perfect after drying and cooling, which is why a rotary screener is used in automated systems. It separates oversized and undersized particles, ensuring only qualified pellets move forward, while rejected particles are recycled back into the process.
(6) Packing Equipment
The final step in an automated organic fertilizer manufacturing system is packaging. An automatic packing machine ensures accurate weighing, filling, and sealing of fertilizer bags. This improves efficiency, reduces labor costs, and enhances the professional presentation of the finished product for the market.

| Stage | Equipment | Main Function |
| Composting | Groove type compost turner, Crawler type compost turner | Provides aeration, accelerates microbial activity, ensures uniform fermentation |
| Granulation | Stirring pin granulator, Double roller granulator, Polishing machine | Converts compost into pellets, improves shape, enhances market value |
| Drying & Cooling | Rotary drum dryer, Rotary drum cooler | Removes excess moisture, reduces pellet temperature, preserves nutrient content |
| Screening | Rotary screener | Separates unqualified pellets, recycles oversized/undersized materials |
| Packing | Automatic packing machine | Weighs, fills, and seals bags for efficient storage and market-ready presentation |
Case Study: LANE’s Automated Organic Fertilizer Manufacturing System
The value of an automated organic fertilizer manufacturing system can be best understood through its real-world applications. Different regions face different agricultural challenges, but with the right equipment and process design, organic waste can be turned into a valuable resource that benefits farmers, communities, and the environment. Below are two examples from Indonesia and Africa that highlight how automation in fertilizer production is reshaping agriculture.
(1) Indonesia: Turning Palm Residues into Profitable Fertilizer
Indonesia, as one of the world’s largest palm oil producers, generates vast quantities of palm fronds, empty fruit bunches, and processing residues. Traditionally, much of this organic waste posed environmental risks due to open dumping or burning. A local cooperative in Sumatra adopted an automated organic fertilizer manufacturing system equipped with a crawler type compost turner, a stirring pin granulator, and a rotary drum dryer.
Through this setup, palm waste and livestock manure were blended, fermented, and granulated into high-quality organic fertilizer pellets. Within just one year, farmers reported:
Reduced dependence on imported chemical fertilizers
Significant cost savings in crop management
Improved yields for palm oil and intercropped rice paddies
Better community-level waste management and reduced emissions
This project not only boosted productivity but also demonstrated how automation can transform a waste management problem into a profitable and sustainable business model.
(2) Africa: Supporting Maize Production with Local Fertilizer Solutions
Across Sub-Saharan Africa, smallholder farmers often struggle with soil degradation and the high cost of imported fertilizers. In Kenya and neighboring regions, an international partnership introduced an automated organic fertilizer production line tailored to local resources. The system included a double roller granulator, rotary drum cooler, and automatic packing machine, allowing cattle and goat manure to be processed into affordable fertilizer pellets.
The impact was immediate. Farmers applied the organic pellets to maize fields and noticed improved soil fertility, higher moisture retention, and yield increases of up to 20%. Beyond the farm, the automated line created local jobs in equipment operation and fertilizer distribution. By lowering input costs and reducing reliance on imports, the system strengthened both household incomes and food security across several communities.
These cases from Indonesia and Africa highlight the adaptability of the automated organic fertilizer manufacturing system. Whether addressing palm waste in Southeast Asia or supporting staple crop farming in Africa, the system delivers measurable benefits: sustainable waste recycling, improved soil health, and long-term economic resilience. With modular equipment like compost turners, granulators, dryers, and packers, automation ensures that organic fertilizer production can be scaled and customized to meet regional challenges while supporting global sustainable agriculture goals.

FAQs About Automated Organic Fertilizer Manufacturing Systems
Q1. What is the main advantage of automation in organic fertilizer production?
Automation increases production efficiency, reduces labor costs, and ensures consistent product quality by controlling each stage of the production process.
Q2. Can the system handle different types of raw materials?
Yes, an automated organic fertilizer manufacturing system can process a wide variety of organic materials, including animal manure, plant residues, and food waste.
Q3. How customizable are the fertilizer formulations?
The system is highly customizable and can create different fertilizer formulas tailored to specific crop needs, soil conditions, and environmental factors.
Q4. What are the environmental benefits of using an automated system?
The system reduces the need for chemical fertilizers, minimizes waste, and promotes recycling by converting organic waste into valuable fertilizer, all while reducing the carbon footprint of fertilizer production.
The automated organic fertilizer manufacturing system is a transformative technology that can help enterprises simplify production processes, reduce costs, and produce high-quality, sustainable fertilizers. By automating every step from raw material preparation to packaging, enterprises can significantly increase efficiency and ensure consistent product quality.
The innovative automated organic fertilizer manufacturing system from LANE offers customized solutions to help farmers and agricultural enterprises enhance productivity, reduce environmental impact, and improve soil health. As people increasingly prioritize sustainable agricultural practices, investing in automated fertilizer production is a wise choice for enterprises that wish to remain competitive in today’s green economy.
For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520